

电 话:028-84210681
电 话:13980968916
传 真:028-84210681
邮 箱:13980968916@126.com
网 址:www.cdsymj.cn
地 址:成都市青白江区工业集中发展南区万年路1195号
成都PC/ABS挤出模具设计,模具设计总体结构
挤出成型是物料经过挤出机和挤出模具的加热、塑化、均化、挤压、输送、成型及定型等过程的加工处理,使其成为能够使用的制品的过程。挤出成型生产线主要设备一般包括挤出机( 主机)、附属设备( 辅机) 和挤出模具三部分,其中挤出模具是挤出生产线的核心部分,对制品的形状、尺寸精度、表面质量、理化性能、挤出效率等都有一定或决定性的影响。挤出模具主要由模头、定型模、水箱组成。
模头设计及优化
模头的作用是在一定的温度和压力下,将挤出机混炼塑化后的熔体通过模腔流道几何形状和尺寸的变化,使之形成符合预定断面形状的连续型坯。
(1) 模头基本结构及参数确定。
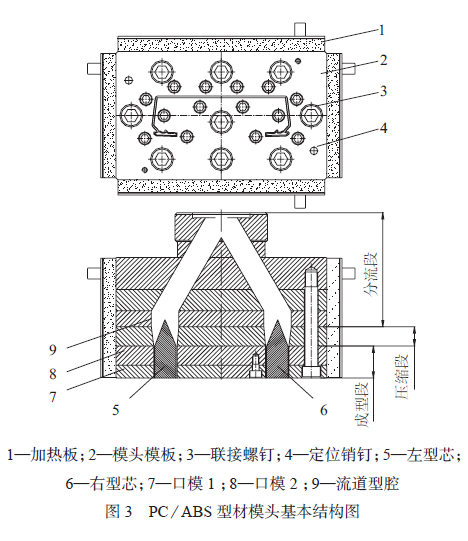
从模头挤出的塑件型坯并不是所要求的制品,只是在形状上相似。塑化了的物料从挤出机进入模头时几何形状一般为圆形。根据模头在物料从圆形向几何形状变化的过程中所起的不同作用,可将模头划分为三个区段,即供料分流段、压缩段和型坯成型段,考虑加工工艺、加工成本及后期修模等因素,又将模头的三个区段分成一定数量模板[4]。图3 为PC/ABS 型材头基本结构图,其总体结构框架遵循以上原则,但各个区段具体长度则根据自身材料性能特点而定。
黏流态的物料在模头挤出成型过程中受压缩、拉伸等作用产生弹性形变,当它离开口模时产生弹性回复( 即巴拉斯效应)[5] ;同时由于型材牵引速度大于口模出料速度( 使分子链定向排列),在冷却过程中会产生一定的收缩使型材外形尺寸变小,因此在口模设计时需适当放大外形尺寸并减小壁厚。同时影响壁厚间隙尺寸的因素还有如熔体压力、熔体温度、物料的塑化情况等诸多因素。一般模头出口间隙取断面壁厚尺寸的0.90~0.95。型腔单臂外形尺寸根据物料收缩率值放大,型材腔体部分的外形尺寸由于在后续干定型过程中周边真空度较高,真空吸附较好,其尺寸受干定型段型腔尺寸影响较大,可由式(1) 经验公式计算而得。
式中:LL1 为成型段长度;LL2 为分流段长度;ε 为压缩比;m 为熔体流动速率。
其中压缩比ε 是指模头流道内过流面积与模头出口处过流面积的比值。压缩比的合理取值有利于提高型材致密性并使型材具有良好的理化性能。其大小主要取决于原料特性、状态、挤出机的类型以及异型材的壁厚。ε 一般经验值2.5~4.5,本次取值3 ;m 取20 g/10 min。得到分流段的长度约是成型段长度的3 倍。
模头成型段长度是指在挤出方向上保持口模间隙的部分,是型坯的形成段,同时也是保持模具挤出背压的主体部分[7]。成型段长度在多数资料中是根据模具流道的几何特征参数、允许压力降大小、物料的流动度系数等进行计算的表达式。在异型材挤出模头的设计过程中,更多地使用式(3) 经验公式。

式中:β 为模口间隙尺寸。
综上所述,模头相关设计参数整理如下:出口间隙放大比率0.9 ;压缩比3 ;单臂放大比率1.045 ;腔体放大比率1.015 ;成型段长度55 mm ;分流段长度165 mm。
(2) 模头流道优化设计。
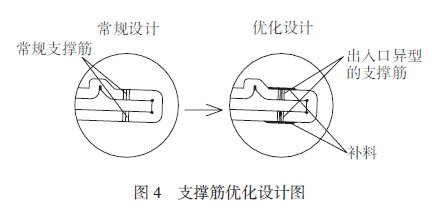
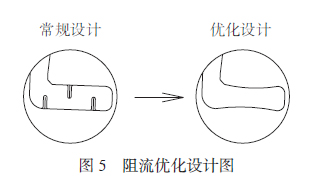
由于制品断面腔体较小,导致其型芯高度尺寸较小,仅有6 mm 左右,如果按常规PVC–U 挤出模具设计,型芯吊装在分流板上,型芯需从分流板一直延伸至口模1,型芯高度方向的抗弯强度较差,模具在生产或加工返修过程中,容易造成型芯的弯曲甚至损坏。将左右型芯吊装在模板2 上可以有效减短型芯长度,避免以上问题的产生。但是这又会带来新的问题,型芯吊装在口模2 上,由于支撑筋距离模头出口面较近,在型材表面支撑筋对应位置又会产生凹痕现象。这是因为由于熔融状态的物料被支撑筋分割后,来不及重新融合完全所导致的结果。图4 为支撑筋优化设计结构,将支撑筋设计成出入口异型的形式,并在支撑筋附近给予一定的物料补偿,来达到增加支撑筋附近的物料压力,使其在流出模头之前融合更加充分,可以解决凹痕现象。同时,由于型芯长度减短,使得在分流段型腔成为了单独的空腔,为保证料流道均匀性,通常会在空腔里设计若干限流筋来达到阻流效果,减缓空腔料流速度,但是限流筋根部空间较小,物料流动不顺畅,容易出现糊料进而导致产品表面有暗痕的产生。为此可以进一步优化型腔设计,如图5 所示,通过此种不采用限流筋设计而仅通过改变型腔形状的办法,既起到阻流作用又能达到物料顺畅流动的效果,有效防止了暗痕的产生。

联系人:杨经理 联系电话:028-84210681
 | 成都市青白江区工业集中发展南区万年路1195号 | ||
 | +17302838002 |  | +028-84210681 |
 | www.cdsymj.cn | ||
17302838002 杨凯
服务热线


