电 话:028-84210681
电 话:13980968916
传 真:028-84210681
邮 箱:13980968916@126.com
网 址:www.cdsymj.cn
地 址:成都市青白江区工业集中发展南区万年路1195号



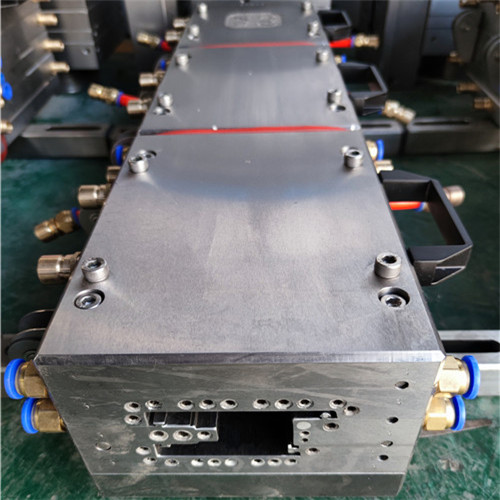
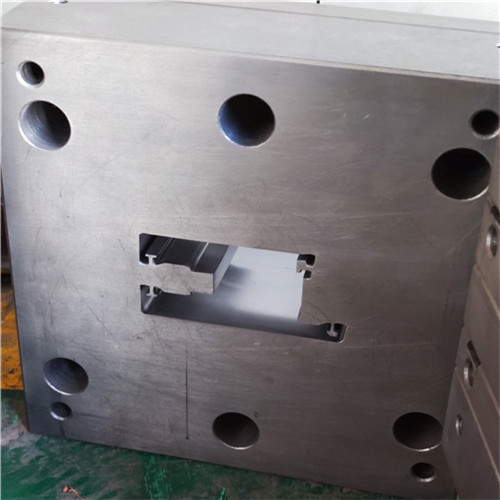
挤压模具模头的安裝
(1)检测后明确合格的模头,先安裝上件12,若有对接套(件15),则需再加上对接套,依据地脚螺丝将件12与件14连接 ;在二者终扭紧之前,用水平仪校整模头的纵向及打横的平面度(注意校园内水平应忌用青铜器等重击模头型板两边,防止手机上手机定位系统危害而导致精度级别减少)。镙丝扭紧应按顺序慢慢进行,保证扭紧力均匀合理。
(2)按模头的规格选择合适的发热器(圈),以热电偶孔位为规范用镙丝将其与模头扭紧,保证发热器(圈)与模头紧密联系碰触。
(3)插上热电偶并调整其监控摄像头紧贴精准测量面,接好发热器(圈)插头电源线(注意二者工作标准电压应相一致)。模头的升温应分段进行,一般先将一段温度调到140℃,待温度升到140℃时保温隔热30~40分钟,接着再将温度升到一切正常生产加工时的温度。
(4)成都挤压模具模头的温度升到订购值后,一定要再一次标件16、17及法兰片上的地脚螺丝,在确保扭紧可靠后才可开机,以防止 溢料。

联系人:杨经理 联系电话:028-84210681
 | 成都市青白江区工业集中发展南区万年路1195号 | ||
 | +17302838002 |  | +028-84210681 |
 | www.cdsymj.cn | ||
17302838002 杨凯
服务热线