

电 话:028-84210681
电 话:13980968916
传 真:028-84210681
邮 箱:13980968916@126.com
网 址:www.cdsymj.cn
地 址:成都市青白江区工业集中发展南区万年路1195号
成都PC/ABS挤出成型条件分析
PC/ABS 材料目前市场主流配比为PC 占60%~70%,ABS 占30%~40%。成都挤出模具厂家认为不同的配比主要是为改善PC 的熔融流动性、成型性、可电镀性、外观性以及提高ABS 的耐热性、抗冲性和薄壁制品的刚性。但就总的改性目标而言,获得良好成型性、外观性及降低PC 成本是最重要的。PC/ABS 与PVC–U 材料一样同属于非结晶型高分子材料,其形态随温度变化见图1,其中Tg 代表玻璃化转变温度,Tf 代表黏流态转变温度,下标1,2 分别代表PVC–U和PC/ABS 材料。由图1 可看出,两者的整体形态随温度变化趋势是相似的,只是PC/ABS 材料具有相对较高的玻璃化转变温度和黏流态转变温度。
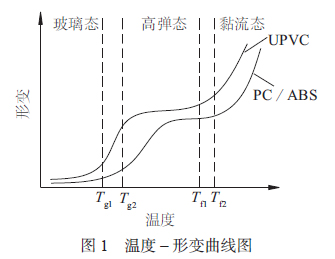
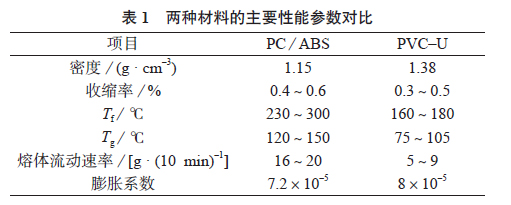
表1 列出两种材料的性能参数对比。由表1 可知,两者的密度与膨胀系数相当,收缩率也相差不大,除了形态转化温度差别较大外,仅有熔体流动速率有一定区别。这说明PC/ABS 材料挤出成型结构是可以建立在PVC–U 挤出成型结构基础上的,但是由于某些性能参数的不同又决定了其挤出成型结构不能完全相同,否则就会产生一系列成型问题。如:PC/ABS 的熔体流动速率远高于PVC–U 材料,说明熔融状态下其流动状态较好,那么挤出模具模头与定型模间距不能过大,否则型坯由模头进入定型模过程中,会由于弯曲形变过大易发生堵模现象。

联系人:杨经理 联系电话:028-84210681
 | 成都市青白江区工业集中发展南区万年路1195号 | ||
 | +17302838002 |  | +028-84210681 |
 | www.cdsymj.cn | ||
17302838002 杨凯
服务热线


