

电 话:028-84210681
电 话:13980968916
传 真:028-84210681
邮 箱:13980968916@126.com
网 址:www.cdsymj.cn
地 址:成都市青白江区工业集中发展南区万年路1195号
对任何挤出模具而言,其设计要点是确保挤出制品的断面尺寸和形状符合设计要求。其主要影响因素有下述六方面:①任何胶料从挤出模具挤出时都会发生不同的膨胀,当胶料的硬度由小到大时,其挤出断面的膨胀率由大变小。②当挤出机温度由低变高时,其挤出的断面膨胀率由小变大。③当挤出机转速由低变高时,其挤出制品断面尺寸由小变大。④不同种类橡胶或不同含胶率的混炼胶,其挤出制品断面的膨胀率不同。⑤任何挤出制品断面中各个部分的膨胀率都是不相同的,异形断面更是如此。⑥挤出模具的设计形态不同会对挤出制品的断面形状和尺寸产生不同的影响。以下就上述因素中一个因素谈一下设计想法。
(1)挤出模具的型腔设计厚度
挤出模具的型腔设计百度必须与挤出机规格匹配。就目前一般的中型挤出机而言,其撤出模具型腔的有效厚度若小于8mm,则挤出断面的尺寸稳定性比较差,胶体表面也不平滑。在生产过程中,挤出机螺杆转速的调整性波动或喂料断面尺寸变化都会使挤出模具型腔内的压力产生波动性变化。模具型腔的有效厚度过小会使这种压力波动效应的影响不足以被克服,胶料通过型腔表面产生的挤压和摩擦变形表现到挤出制品的断面形状和尺寸上,形成“波浪挤出”效应;同时,型腔的有效厚度过小会造成挤出力过小,使挤出制品的密度下降,造成表面不光滑、有毛刺,保形性差,如图1所示。另一方面,挤出模具型腔的有效厚度过大也会影响与挤出机头的正常装配,并使模具修型困难,使调试周期过长。因此,对于一般的中型挤出机,其单体橡胶挤出模具的有效型腔厚度可取10~15cm。
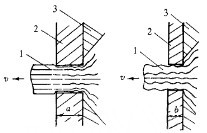
图1 挤出模具型腔设计示意
1-胶料;2-挤出模具;3-内套
(2)模具修型
要使挤出橡胶制品的形状和尺寸达到设计要求,对其挤出模具进行正确的修型是完成设计意图的重要一环。模具的修型位置是完成设计意图的重要一环。模具的修型位置和去除量的大小是依据挤出规格、胶料各类和硬度以制品断面形状的特点而综合确定的。首先对一些可预见的主要问题进行初步修型。修型量不易过大,应留有校正的余地。随后经过试型证实修型量是否适宜。经过校正修型和抛光型面得到满意的挤出模具。一般较简单的挤出模具只进行1~2次修型即可完成定型工作,而比较复杂的模具则需要3~4次修型才能达到使用要求。另外,如果模具修型人员的技术好、经验丰富,可以大大缩短修型周期,节省试型所需的原料、人力和设备台时,降低设计成本。模具修型要注意下述问题。
①对于简单挤出模具型面,只要对尖角部分进行倒角修型,使挤出制品在尖角处不形成裂口即可,如图2所示。
②对于挤出断面中型腔间隙宽窄相差悬殊的挤出模具,其型腔中间隙较窄部位倒角比较宽部位要大,经过试型确定倒角,直至经试型确认挤出制品在该处的尺寸与相对应的型腔尺寸一致(未受到非正常拉伸),并且挤出型胶边缘无裂纹,如图3所示。
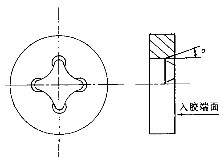
图2 简单挤出模具倒角修型示意
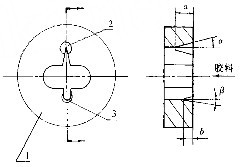
图3 复杂挤出模具倒角修型示意
1- 挤出模具;2-深倒角处;3-浅倒角处。
α>β,a>b
③对于挤出断面比较复杂的模具修型要综合考虑,当确认仅靠对较窄型腔间隙处加大倒角无法平衡型面处的挤出速度和膨胀率时,可以在相对型腔间隙处的入胶流动方向上设置阻胶台阶,以降低该处的入胶速度和胶量,从而使挤出断面各处速度趋于平衡。阻胶台阶的尺寸和距型腔边缘的位置要根据具体试型情况来确定,如图4所示。
④修型倒角倾角一般为5~15。,特别处也可以更大或更小。一般情况下,型腔间隙较宽时,取较小倾角,倒角深度也可小些;反之则取较大倾角和深度。另外,还要注意修型倒角是否会影响相邻型腔的完整性,是否会相互干涉。如果不相互影响,则其倒角可以大一此;反之则小一些。因倒角度受限制而未完全达到修型效果时,可适当加大深度来补偿,也可以达到同样的修型效果。
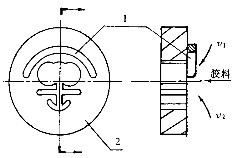
图4 挤出模具阻胶台阶设计示意
1-阻胶台阶;2-挤出模具。v1=v2

联系人:杨经理 联系电话:028-84210681
 | 成都市青白江区工业集中发展南区万年路1195号 | ||
 | +17302838002 |  | +028-84210681 |
 | www.cdsymj.cn | ||
17302838002 杨凯
服务热线


